| 梳棉机与针布(2) |
| 发布时间:2009-06-15 |
三、主要工艺参数
(一) 定量:根据纺纱号数、梳棉机的机械状态和产质量的要求及生产情况来确定。
(二)速度
1、道夫速度:根据梳棉机产质量的要求和棉条定量来确定。
2、刺辊速度:根据原棉质量、梳棉机产质量的要求和机械状态确定。
3、锡林速度:根据梳棉机产质量的要求和机械状态确定。
4、盖板速度:根据梳棉机产质量的要求、原棉质量确定。
(三)牵伸
1、张力牵伸
(1)棉卷张力牵伸(给棉罗拉~棉卷罗拉):一般为1.05,A186为1.053。
(2)棉网张力牵伸(大压辊~道夫):根据原棉质量、棉条定量、道夫速度、剥棉型式和生产情况定。A186一般1.3~1.5。
(3)棉条张力牵伸(圈条小压辊~大压辊):防止棉条向上运行中因重力产生下坠。一般为1.035,A186为1.042。
2、总牵伸(圈条小压辊~棉卷罗拉):A186为60~130倍。
(四)隔距
1、 梳棉机主要型号、技术特征(表1、2、3)
国产梳棉机主要型号和技术特征 表1
|
机型
|
A186G
(A186F)
|
FA201B
|
FA203A
|
FA231
(FA231A)
|
FA232
|
|
制造厂
|
青纺机
|
|
喂入方式
|
棉卷
|
喂棉箱或棉卷
|
|
适纺纤维长度(mm)及品种
|
22~76,棉、化纤
|
|
锡林宽度(mm)
|
1020
|
|
设计最高产量(kg/h)
|
30
|
40
|
80
|
60
|
100
|
|
设计出条速度(m/min)
|
42~79
|
57~121,变频调速
|
20~180,变频调速
|
|
给棉罗拉直径(mm),形式
|
70,沟槽
|
100,菱形
|
70(100),菱形
|
100,菱形
|
|
给棉板工作面长度(mm)
|
28,30,32,46,60
|
30,42
|
28,30,32,46,60
|
倒置式
|
|
刺辊
|
工作直径(mm)
|
250
|
|
转速(r/min)
|
980~1070
|
800~930
|
647~1025
|
674~959
|
807~1210
|
|
分梳板块数
|
1(无)
|
1
|
|
除尘刀
|
1(1)
|
1
|
|
锡林
|
裸状直径(mm)
|
1284
|
|
转速(r/min)
|
330,360
|
412,467,508
|
326,356,428
|
400~600
|
|
道夫
|
裸状直径(mm)
|
698
|
|
转速(r/min)
|
19~35(21~39)
|
6~36
|
9~90
|
5.7~55.8
|
9~90
|
|
盖板
|
工作区根数/总根数
|
40/106
|
32/86
|
41/106(30/82)
|
32/86
|
|
踵趾差(mm)
|
0.56
|
|
回转方向
|
正向
|
反向
|
正向(反向)
|
反向
|
|
线速度(mm/min)
|
棉:162,196,244
化纤:81,98,122
|
78~342
|
82~338
|
90~400
(92~400)
|
98~370
|
|
固定盖板
|
前/后(根数)
|
3/2(无)
|
3/3
|
4/5
|
|
尘刀+吸风(棉网清洁器)
|
无
|
前1
|
前1(前后各1)
|
前后各1
|
|
剥棉形式
|
四罗拉
|
三罗拉
|
|
导棉机构
|
无
|
双胶圈
|
|
自调匀整
|
可配
|
混合环
|
|
总牵伸
|
68~122
|
67~120
|
60~300
|
71~128
|
60~300
|
国产梳棉机主要型号和技术特征 表2
|
机型
|
FA221B
|
FA224
|
FA225
|
FA218
|
FA206
|
|
制造厂
|
郑纺机
|
江阴机械厂
|
胶南东佳
|
|
喂入方式
|
喂棉箱
|
棉卷
|
喂棉箱
|
喂棉箱或棉卷
|
|
适纺纤维长度(mm)及品种
|
22~76,棉、化纤
|
|
锡林宽度(mm)
|
1020
|
|
设计最高产量(kg/h)
|
85
|
60
|
100
|
80
|
60
|
|
设计出条速度(m/min)
|
220
|
200
|
260
|
250
|
200
|
|
给棉罗拉直径(mm),形式
|
100,锯齿
|
100,菱形
|
100,沟槽
|
|
给棉板工作面长度(mm)
|
30
|
倒置式
|
30
|
28,30,32,46,60
|
|
刺辊
|
工作直径(mm)
|
250
|
3只,均172.5
|
250
|
|
转速(r/min)
|
609~1060
|
609~1064
|
①695~1325
②901~2071③1194~2728
|
838~1325
|
833~1039
|
|
分梳板块数
|
1
|
3
|
1
|
|
除尘刀
|
2
|
3
|
1
|
|
锡林
|
裸状直径(mm)
|
1284
|
|
转速(r/min)
|
280,350,400
|
288,354,406,458,498,550
|
330~500
|
323~400
|
|
道夫
|
裸状直径(mm)
|
698
|
|
转速(r/min)
|
70
|
60
|
75
|
70
|
40
|
|
盖板
|
工作区根数/总根数
|
30/80
|
32/86
|
30/82
|
|
踵趾差(mm)
|
0.56
|
0.5
|
0.56
|
|
回转方向
|
反向
|
正向
|
反向
|
|
线速度(mm/min)
|
102~305
|
106~460
|
122~510
|
变频调速
|
|
固定盖板
|
前/后(根数)
|
4/4
|
4/6
|
5/5
|
3/6
|
|
尘刀+吸风
(棉网清洁器)
|
前2后1
|
前1
|
前后各1
|
|
剥棉形式
|
三罗拉
|
|
导棉机构
|
弧形板翻转式
|
双胶圈
|
往复式
|
|
自调匀整
|
长短片段混合环
|
可配
|
|
总牵伸
|
70~130
|
68~300
|
68~140
|
国外梳棉机主要型号和技术特征 表3
|
机型
|
C50,C51
|
DK803,DK903
|
MK5C,MK5D
|
C501
|
|
制造厂
|
瑞士Rieter
|
德国Trutzschler
|
英国Crosrol
|
意大利Marzoli
|
|
喂入方式
|
喂棉箱
|
喂棉箱
|
喂棉箱或棉卷
|
喂棉箱
|
|
适纺纤维长度(mm)
|
22~65
|
22~76
|
22~80
|
22~65
|
|
喂入宽度(mm)
|
1000
|
940
|
965
|
1000
|
|
设计最高产量(kg/h)
|
120
|
120
|
100
|
120
|
|
最高出条速度(m/min)
|
300
|
400
|
350
|
350
|
|
给棉罗拉直径(mm),形式
|
100,滚花
|
100,锯齿
|
76.2,齿条
|
76.2,沟槽
|
|
给棉板形式
|
倒置式
|
传统式
|
|
刺辊
|
工作直径(mm)
|
253
|
3只,均172.5
|
254
|
350
|
|
转速(r/min)
|
640~1350
|
①900~1000
②1000~1300③1500~2300
|
600~1500
|
350~1390
|
|
分梳板块数
|
双联2组4块
|
3
|
弧形梳针板,约80mm
|
2组各1块
|
|
锡林
|
工作直径(mm)
|
1289
|
1290
|
1016
|
1290
|
|
转速(r/min)
|
360~600
|
350~600
|
425~770
|
300
|
|
道夫
|
工作直径(mm)
|
500
|
700
|
508
|
706
|
|
转速(r/min)
|
变频调速
|
|
盖板
|
工作区根数/总根数
|
40/104
|
30/84
|
35/89
|
25/75
|
|
踵趾差(mm)
|
0.56
|
|
回转方向
|
反向
|
正向
|
反向
|
|
最高线速度(mm/min)
|
300
|
460
|
350
|
200
|
|
固定盖板
|
前/后(根数)
|
6/6
|
4/6
|
棉:4/4
化纤:3/9
|
6/6
|
|
尘刀+吸风
(棉网清洁器)
|
前1后1
|
前2后1
|
棉:前1后1
化纤:无
|
前2后2
|
|
剥棉形式
|
四罗拉
|
三罗拉
|
|
导棉机构
|
积极式集聚
|
封闭移动式
|
双胶圈
|
8只导轮
|
|
自调匀整
|
长短片段混合环
|
2、A186G型隔距图(图2)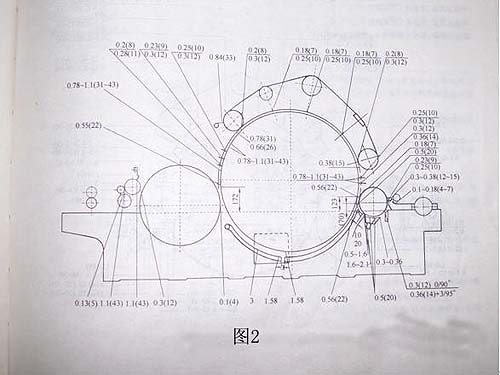
3、FA221B型隔距图(图3)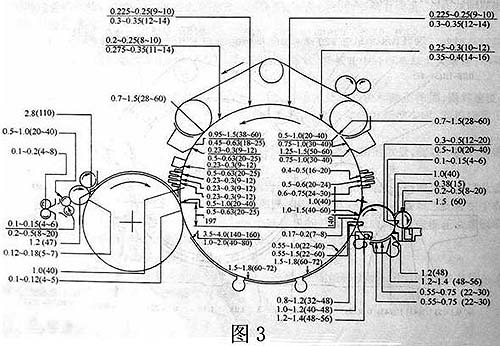
4、FA203A型隔距图(图4)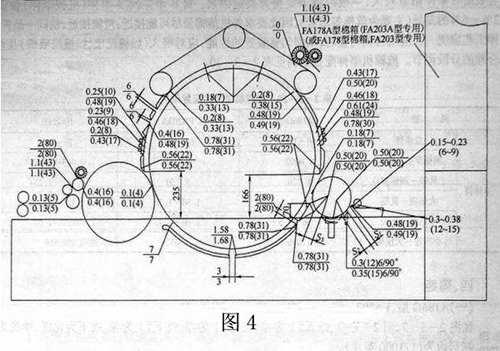
5、确定主要隔距的依据
(1)给棉罗拉~给棉板隔距:进口5″ 出口12″,一般不作变动(A186型)。
(2)给棉板~刺辊隔距:根据原棉质量、棉卷定量、给棉板分梳工艺长度等因素确定。
(3)刺辊~锡林隔距:应满足纤维能顺利地由刺辊向锡林转移的要求。
(4)锡林~盖板隔距:根据纺纱号数、机械状态等因素确定。
(5)锡林~道夫隔距:应保证锡林针面上的纤维适量地向道夫转移,并在凝聚过程中给予纤维一定的分梳作用。
(五)加压
1、给棉罗拉加压:根据机型、棉卷定量、原棉性能和有关工艺参数定。一般为3.8~5.4daN/cm。
1、 大压辊加压:根据棉条定量、纤维弹性大小定。纺棉时采用上大压辊自重加压,A186上大压辊自重为10.5kg。 (六)纺化纤工艺的基本要求
1、合理选用针布和锯条型号规格(参照针布选配常识)
2、适当调整主要工艺参数
(1)棉条定量和加压:定量比棉略轻,加压比棉重。
(2)主要机件速度和张力牵伸:速度比棉低,张力牵伸在棉网不下坠的情况下偏小掌握。
(3)隔距和落棉:隔距比棉大,落棉比棉小。
(4)温湿度和油剂:纺粘胶相对湿度58~65%,合纤不低于50%。通常采用清棉间加湿、梳棉间逐步放湿的措施进行生产,必要时须加一定量的抗静电剂,保证生产顺利进行。
|
|