
金属针布制造缺陷与提高精度实践
发布时间:2014-04-14
摘要:经对金属针布长期研制实践体会,对国内针布生产线设备,针布制造的缺陷,产生原因,梳理效果及耐用性影响进行分析,并在制造实践中改善缺陷,提高精度,取得较好的成效。
关键词:金属针布制造的缺陷,分析、改进、提高。
0.概述
上世纪八十年代,国产金属针布与进口金属针布比较,差距较大。特别是在制造工艺、技术装备方面我国都比较落后,因而引进了格拉夫针布制造设备生产线与工艺技术。在剖析、消化吸收、改进的基础上对国内老设备进行技术改造取得成功。至九十年代初广泛推广针布制造新工艺新设备和仿格拉夫轧冲淬卷生产线,促进了我国金属针布制造逐步趋向成熟,针布质量接近国际名品水平。
二十多年来,我国针布在参数设计、加工精度、热处理及外观质量等方面均有极大提高,形成矮、浅、小、尖系列化产品,适纺棉、化纤、差别化新型纤维等,这是老一辈针布科技工作者半个世纪研究打下的基础。但随着新型梳棉机产量日益提高,金属针布磨损加速,特别是清梳联的广泛推广应用,高产梳棉机单产达到40~60kg/h,甚至更高;因此,延长针布使用寿命,稳定和提高成纱质量已成为亟待解决的问题。同时科技的发展,国内机械行业检验检测手段提高,在线监测启用,重新审视原设备生产线的针布制造质量,对满足我国纺织行业高速发展,挤身国际先进行列的要求很有必要。
江鹰针布有限公司,二十年来在生产金属针布实践中,潜心研究制造质量。我们体会:针布是一种高精度产品,其齿尖、工作角、侧面、棱边棱角等参数与几何尺寸、形状、粗糙度都对纤维梳理效果、质量产生影响,是个微观的研究课题。
1、锋利度
齿尖的锋利度是梳理质量的生命,而真正能够达到符合理想标准的齿尖:如齿顶面积小、齿周轮廓清晰完整、棱边棱角平滑、齿尖基本上不扭不裂等,关键是工作母机的精度及冲齿设备的冲切精度、传动精度、冲模夹具精度都要达到要求。
1.1符合理想的齿尖
如图1、2,这是电子显微镜放大180倍的正视照片,齿的轮廓清晰、棱边棱角线条平直园滑、齿尖成一点。
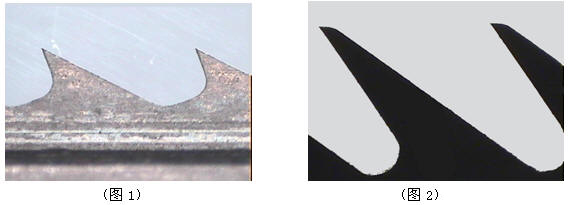
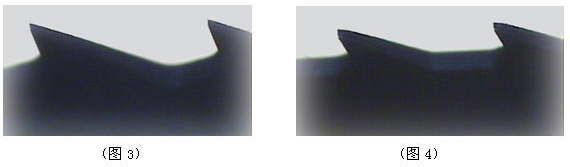
图3、4是电镜俯视照片,齿顶成一条清晰直线、无弯曲、无缺损、直而且细,该针布锋利度
好,为理想的针布齿尖。
1.2 齿尖扭捩
如图5的B齿,是较典型齿尖扭捩形状。主要是模具的间隙没有调整到位,在齿背面间隙偏大的不理想状态下冲切,即撕裂齿尖而产生变形成扭捩状。但同样冲切,为什么齿(B)与齿(A)效果不同?主要是冲切主轴在旋转中有微量窜动所致,A齿的工作面和背面间隙较均匀。

1.3双刀冲切也容易造成齿尖扭捩缺陷
如图6,造成原因是两把刀(包括多把刀)的位置精度差异或两把刀上冲模的齿形曲线有差异造成。这说明多刀冲切虽能提高生产效率,但工装不精密容易产生误差。
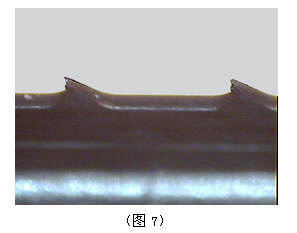
1.4齿尖缺损
如图7,这是电镜放大180倍的俯视照片,锯齿有明显缺陷。齿尖凹凸不平、棱边不整齐平滑、
齿尖毛刺,制造厂员工用低倍放大镜无法检出,而棉纺厂手感还误认为锋利度极好。但这种缺损齿形,凸点先受磨擦,锋利度很快下降,极不耐磨。(这种缺陷最普遍,用户很难发现。)
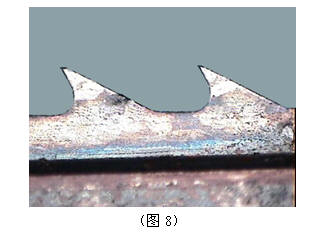
1.5 其他缺陷
如图8,齿顶长超差,大小齿。造成原因:因架模间隙偏大,及模具磨损超限造成齿顶长超差;或由于牵料不匀造成大小齿。此类齿形一般齿总高变化不大,在加工过程中很难发现疵点,但对锋利度有很大影响,减弱了穿刺纤维的能力,增加对纤维的损伤,影响梳理效能。
2、粗糙度、耐磨度
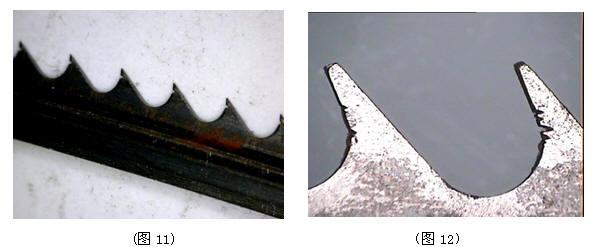
2.1表面粗糙度大的针布
如图9、10,针布的点线状粗糙明显,更不平整光滑,我们认为针布磨损的薄弱点就在表面凹槽与工作面交汇点上。图11及图12为经过梳理纤维后磨损的齿形照片。
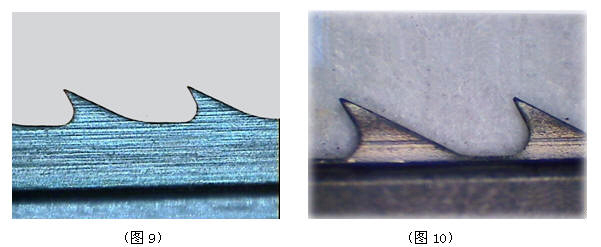
图11是齿尖淬火太浅造成均匀沟槽的照片。图12我们认为是粗糙度大引起的。针布粗糙度影响齿尖前期耐磨性与梳理质量,我们体会电解抛光效果优于喷砂抛光。
在当代新型梳棉机趋向高速高产优质情况下,国内外均关注梳理器材质量,保护梳理过程中纤维少受损伤,粗糙度是针布制造不可忽视的质量指标。
2.2 耐磨度
国产金属针布的耐磨度、使用寿命,是与国际名品针布差距较大的突出方面。一个不容忽视的事实是,国产清梳联高产梳棉机至今选用较多的还是进口针布,以提高梳理效能,稳定生条及成纱质量。而针布的耐磨度,与针齿轧冲淬火后表面粗糙度、金相组织、硬度、钢材元素成分、制造生产线母机先进性均有关。我公司在长期研制针布实践中体会:除上述制造中缺陷,粗糙度大,九十年代初推广应用的轧冲淬生产线设备,冲模具精度要改进提高外,选用优质钢材已为针布制造业重视。国内大多选用70NbVRe、70WVRe、进口BEKAERT钢丝,我们体会选用83CrWVRe多元素铬钨钒低合金钢丝,更有利于生产高耐磨针布,但价格较贵。
83CrWVRe的特点是含有铬、钨、钒等多种高耐磨元素,齿尖淬火后金相组织中马氏体晶粒细化,碳化物较多,分布均匀,齿尖硬度稍低,脆性降低,韧性提高,而且其隐针状马氏体中形成高硬度碳化钨、碳化铬、碳化钒细小硬质点,极大提高齿尖耐磨度。
据对针布磨损机理研究,金属针布以软磨料(纤维)接触疲劳磨损为主,硬磨料(纤维中杂物)犁耕磨损为辅。用83CrWVRe钢材的针布,既能抗软磨料接触疲劳磨损,又能抗硬磨料犁耕磨损,是上述钢材的针布中最耐磨的。这说明齿尖硬度是耐磨的重要因素,但并非针布耐磨度的决定因素。
综上所述,除了必须改造提高制造针布轧冲淬卷生产设备,选用多元素低合金钢丝外,针布制造差异还体现在生产管理细节之中。如多刀冲切,可提高生产效率,减少头尾差异,但若刀模具装配精度不合要求,反而针布的不平整度增加;若多把刀具的磨削一致性有差异,会造成齿尖大小,锋利度下降;同样伺服系统理论上解决了冲齿等分精度,但如果三工位冲头主轴有窜动,冲切达不到所需精度,就难以达到理想的效果。
3、结 语
3.1 缩小国产金属针布与国际名品针布差距,必须改造提高九十年代初推广应用的制造针布轧冲淬卷设
备的精度及稳定性,应提高机电一体化与在线自动监测及调控水平;运用新技术、新工艺、新材料以
体现针布机械功能性和质量稳定性(长期均匀、稳定一致)及良好的纺纱工艺效果。
3.2 在精良制造针布设备、冲模具、优选钢材基础上,制造过程中的精细管理是极为重要的,否则如上
述的各种缺陷,最先进的制造母机,也难以生产出精良针布和缩小与国际名品针布的差距。
3.3 当前国产针布与国际名品针布的差距,突出在耐磨度、锋利度及使用寿命上。
我们体会:选用铬、钨、钒等多元素低合金钢丝,把握好热处理工艺,改善齿尖金相组织;减小
针布表面及冲切面的粗糙度;提高针布表面及冲切面的精度是提高针布耐磨度,保持齿尖锋利,延长使用寿命,替代进口针布的有效措施。 参改文献:
1.费青等 金属针布设计制造和使用手册(第一版)【M】北京:纺织工业出版社1990
2.费青 新型针布高耐磨钢丝材质的分析与研究【J】纺织器材1996.6期1997年1期
3.吴泉荣 国产金属针布历史演变的回顾【J】梳理技术2000;(1):27~29。
4.许鉴良 不同钢种和表面处理的金属针布耐磨度探讨【J】梳理技术2000;(1):40~45。
5.秦贞俊 高产梳棉机的技术进步【J】梳理技术2001;(3):45~48。
6.冯喜奎 徐顷跃 高耐磨金属针布研究思路及可行性工艺方法【J】梳理技术2006;(12):52~54。
任重达 工程师 男 62岁 汉族
无锡市江鹰针布有限公司 总经理
地址:江苏省江阴市周庄镇天虹路28号
手机:13306163306
传真:0510-86221962